联系人:黎先生
热线咨询: 0755-89810119
手 机: 13828713080
Q Q:719-100-677
邮 箱:719100677@qq.com
网 址:www.jhhjmwj.com
地 址: 深圳市宝安区松岗街道松环路108号三益工业园B栋3楼

定制手表表盘1、不断完善、进步企业的出产和销售办理水平,不断降低自己的办理本钱,真实做到向办理要质量、五金冲压件要效益,进步企业的归纳竞赛实力。 2、在有能力的前提下,制氮机,尽量选用先进的制作工艺和设备,建立健全质量保证体系,满意大批量出产的需求。 3、改进现有工艺设备,苦干加巧干,手表表盘工厂产品质量,满意国外主机厂较高的产品质量和冲压件供货要求。 4、注重人才队伍的建设,在不断引入企业所需要的高素质人才的同时,还要注重现有职工队伍的再教育和训练,保持其技能和办理水平与时代同步。

定制手表表盘1.毛刺:冲孔或切边角过程中不完全留有余料,钢板截断面下部位产生毛刺。2.凸凹:材质表面反常凸起或凹陷,是开卷线有异物混入引起的。3.辊子印:清洗辊子或许送料辊子附着异物引起。4.滑动印:因为辊子滑动引起,在突然中止或许加速时发生。5.卷料破坏或许或许边缘起皱:开卷线的导向辊或许或许模具上的导向辊空隙小时产生的起皱情形。6.划痕:原因模具上有尖锐的伤痕或有金属尘屑掉入了模具。7.底部开裂:原因是资料塑性较差或模具压边圈压得过紧。8.侧壁有皱纹:手表表盘工厂是资料的厚度不够或上、下模安装时呈现偏心。
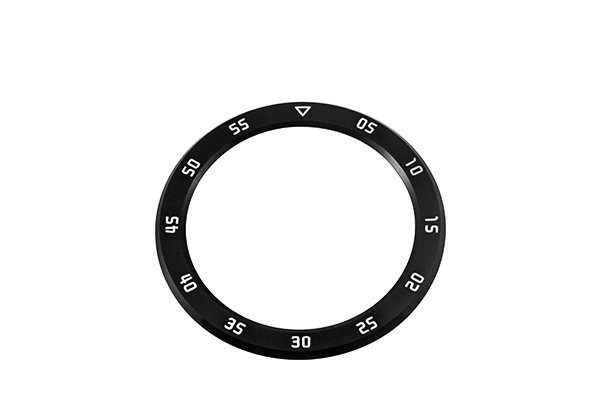
定制手表表盘 1.不锈钢表带带环扣的那截应始终在手表的上方。 2.当手表摊开时,不锈钢表带折扣上的字母或标识要表盘一致,如果是颠倒的,那就是不锈钢表带装反了。 3.带折扣的不锈钢手表表盘工厂,侧面会有许多孔,用来调节表带的长度。 4.不锈钢表带在卸去不锈钢表带节的时候,最好是双数的去,而且必须表扣的左右都均匀的卸去。5.节和节的栓接,一般用所谓的“发卡栓”。 6.拆卸不锈钢表带节是有方向的,一般在表带上是有箭头来指示表带节之间的栓钉冲出的方向。

定制手表表盘一、五金冲压件在日常加工中,会遇到冲孔尺寸偏大或偏小以及与凸模尺寸相差较大的问题。二、冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。三、冲压件手表表盘工厂对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。四、凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲。 冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。